مرحله اول
شبیه سازی کامپیوتری فرآیند
مرحله دوم

ساخت ماهيچه
مرحله سوم

تهیه مدل مومی توسط قالب فلزی
مرحله چهارم

مونتاژ مدلهای مومی به راهگاه
مرحله پنجم

پوششدهي خوشه مومي با لايه هاي سراميكي
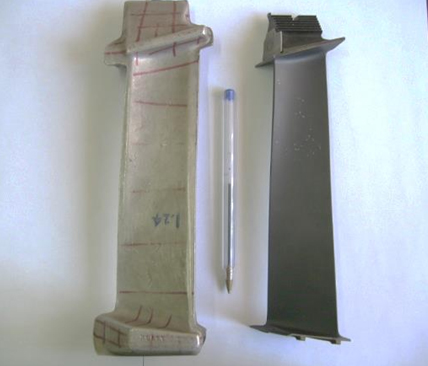
مرحله ششم

تخليه موم و پخت قالبهاي سراميكي
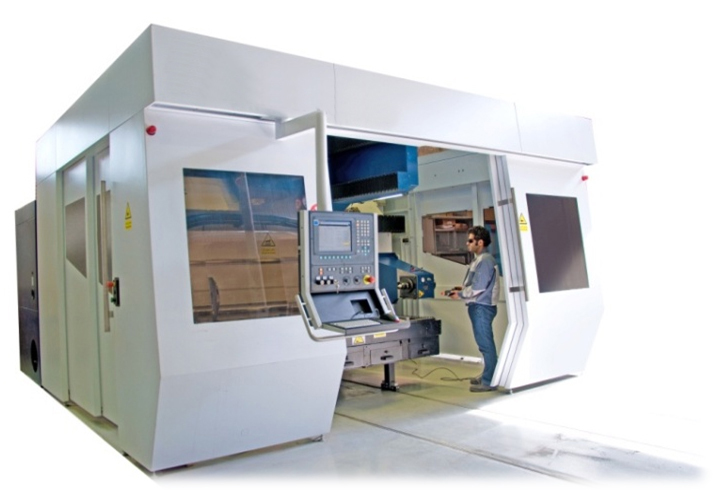
مرحله هفتم

ريختهگري در خلاء توسط کوره
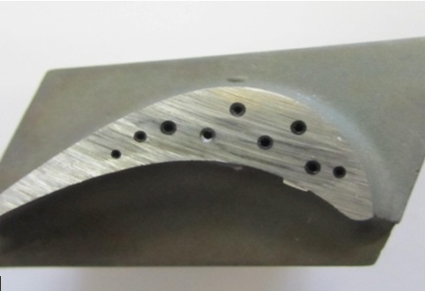
مرحله هشتم

شکستن قالب سرامیکی و جدا سازی قطعات از خوشه ریختگی
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}